Design and Usage of Torch of Air Cooling C02 Welding(I)
Analysis of Problems of Welding Torch Overheating
The heat capacity of CO2 welding torch comes from two aspects. They are arc heat and resistance heat. The resistance heat is not the main aspect because the electric conductive parts of the welding gun are made of copper or copper alloy. Therefore, arc heat is the main heat that causes the overheating of the torch and burns the insulator of the welding gun. There are two aspects of heat dissipation in the air cooled welding torch: The heat absorbed by the carbon dioxide gas flowing through the welding gun is directly proportional to the flow rate of the carbon dioxide gas when the heat is expanded and the cooling effect is proportional to the flow rate of the carbon dioxide gas. In addition, all metal parts of the welding torch(including contact tips, nozzles, gas diffuser)have the functions of heat absorption and heat dissipation. This is the heat dissipation of the torch itself. The heat dissipation effect is proportional to the total volume and the total surface areas of the metal parts.
The cooling effect of carbon dioxide gas is proportional to the flow rate of carbon dioxide gas. But the principle of determining the flow of carbon dioxide gas is no gas holes during welding. Under certain conditions, too much CO2 may cause turbulence, worsen the protective effect of the welding area and produce the gas holes. Therefore, increasing carbon dioxide flow is not a good way to cool the welding torch. In other words, the cooling effect of carbon dioxide gas is limited.
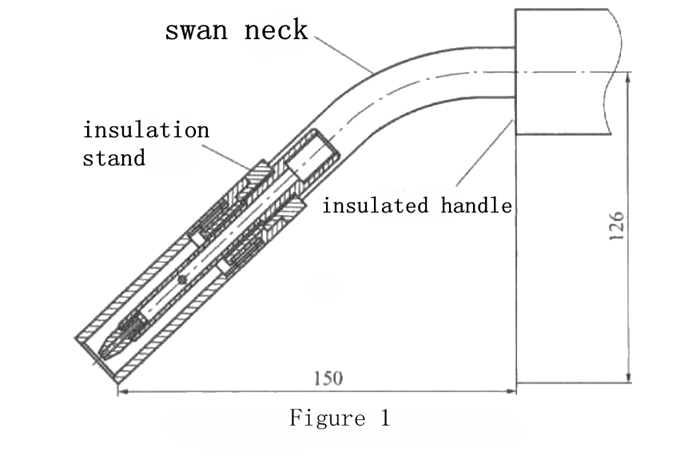
The total heat capacity of the welding torch is directly proportional to the total volume of the metal parts of the welding gun. The heat capacity is large and the temperature rise is small. However, it is necessary to increase the volume of the welding to increase the heat capacity of the welding torch, and the welding torch will become cumbersome. The total surface area of the metal parts of the welding torch determines the heat exchange efficiency between the welding torch and the air. The total surface area is large, and the heat dissipation is fast, the temperature rise is small. It is not easy to burn welding torches. In order to operate conveniently, the swan neck of the hand-made air-cooled welding torch is relatively short, and the insulation handle is closer to the arc. As shown in Figure 1, insulated seats and insulated handles are easily burned by overheating because of its lack of heat dissipation capacity when the hand-made air-cooled welding torch is used for large current automatic surfacing. In conclusion, increasing the torch's own cooling capacity is only way to improve the heat dissipation effect of air cooled welding torch and meet the requirements of large current and long time automatic welding without firing.